- ホーム
- 鉄筋圧接工事
鉄筋圧接工事|東京都品川区の優良圧接会社【城南ガス圧接株式会社】圧接工事・溶接工事等対応
rebar鉄筋圧接工事
PRESSURE鉄筋ガス圧接

-
鉄筋ガス圧接とは?
鉄筋ガス圧接とは、鉄筋端面同士を突合せ、軸方向に圧力を加えながら、酸素・アセチレン炎で加熱し、接合端面を溶かすことなく赤熱状態にし、膨らませて接合する継手です。 ガス圧接工法の接合端面は、冷間直角切断機、グラインダーにより端面加工を行います。 次に、鉄筋端面同士を突合せ、母材断面に対して30MPa以上の圧力をかけ、圧接端面同士が密着するまで火炎のフェザー長さが1Rの還元炎で加熱します。 圧接端面同士が密着したことを確認後、鉄筋の軸方向に適切な圧力を加えながら、圧接面を中心に2倍程度の範囲を中性炎で加熱して、膨らみの直径1.4倍以上、長さ1.1倍以上でなだらかな形状に仕上げます。 加熱時、接合部材の最高温度は1200~1300℃にまで達します。
-
ガス圧接の特徴
ガス圧接の特徴は、装置が簡便で、そのためイニシャルコストが廉くすみます。 アプセットにより径(径の1,4倍のアプセットで接合面の面積は2倍弱)が太くなるのでそれだけ継手の補強効果が得られます。同一の素材のみで接合するため、母材と同一の組成、組織となり、高い継手性能が得られます。手動ガス圧接の他に、自動ガス圧接・熱間押抜ガス圧接があります。自動ガス圧接は、加圧工程及びバーナ駆動操作を自動で制御する圧接装置を使用し作業を行う圧接工法で、熱間押抜ガス圧接は、圧接部の膨らみ部分をせん断刃で鉄筋径の1.2倍程度の直径となるように押し抜き除去する圧接工法です。 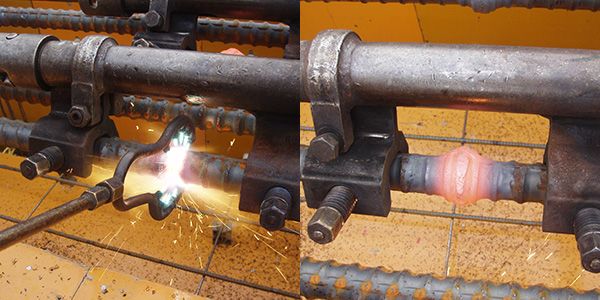
JOINTA級継手圧接
-
A級継手圧接とは?
A級継手は母材破断が保障されている継手で構造部材における引張力の最も小さい部位以外に設けることができる継手です。 A級継手圧接の施工は、 公益社団法人日本鉄筋継手協会から認定を受けたA級継手施工会社が行うものとし、施工前試験により合格した技量者が施工を行わなければいけません。